关于我们
About Us
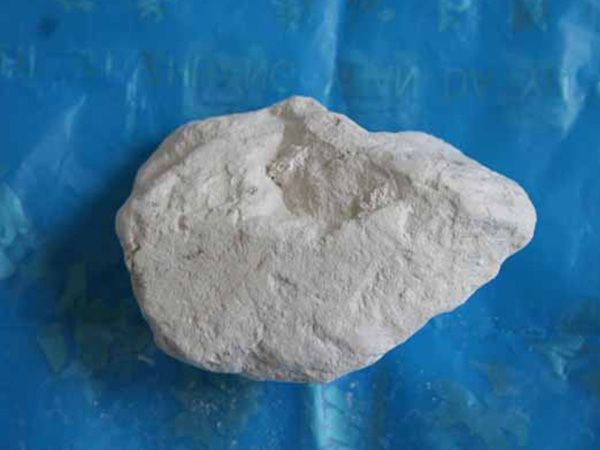
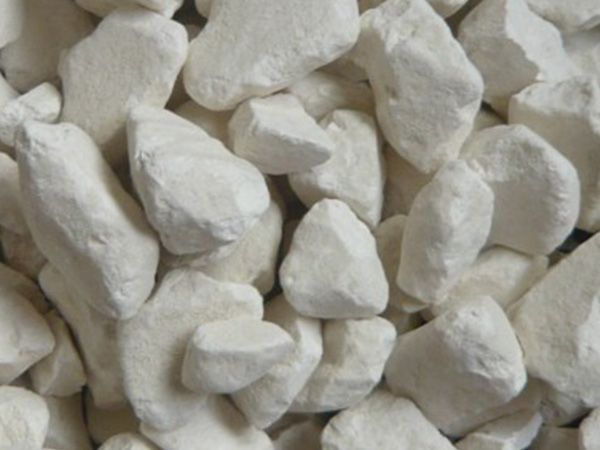
澳门十大电子正规游戏网站,主营产品有冶金澳门十大电子正规游戏网站,活性澳门十大电子正规游戏网站,脱硫澳门十大电子正规游戏网站,公司成立于2004年,位于甲骨文故乡――古都安阳,地处晋、冀、豫三省交界,京广铁路、107国道贯穿境内,交通十分便利,地理位置优越。公司主要产品是炼钢用活性澳门十大电子正规游戏网站,现拥有200m3澳门十大电子正规游戏网站竖炉4座,500m3澳门十大电子正规游戏网站竖炉1座,日产600吨回转窑3座。年生产能力100万吨。产品规格包括(40-70)mm竖炉块灰、(20-40)m